
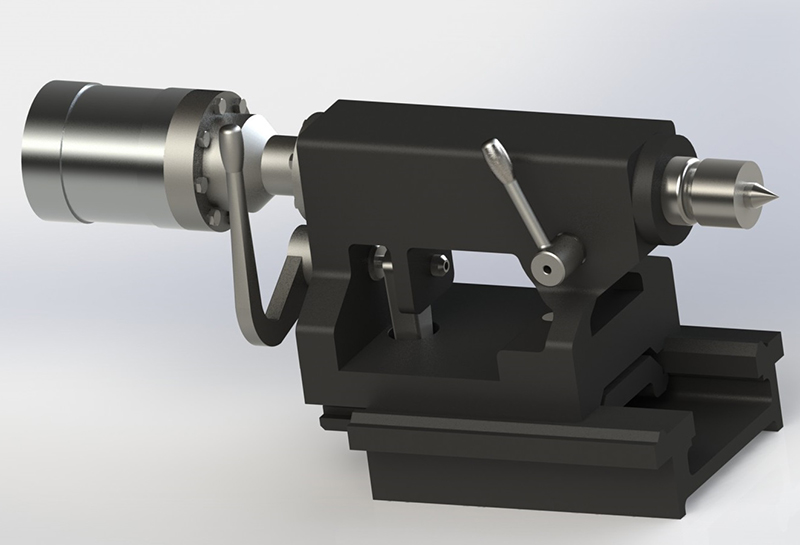
Задняя бабка – это деталь, которая состоит из:
- корпуса;
- пиноли;
- винта, который перемещает пиноль;
- рукоятки, чья задача закрепить пиноль;
- рукоятки для крепления самой бабки;
- винта, перемещающего заднюю бабку;
- маховичка.
У задней бабки несколько задач: закрепить длинные заготовки, находящихся в центре, контролировать установку резцов и зажимать пару, которая состоит из болта и гайки.
За что отвечают элементы задней бабки
Планка и зажимной болт перемещают и закрепляют заднюю бабку. За перемещение пиноли, когда происходит момент сверления отвечает маховичок. Винт с рукояткой нужен для того, чтобы закрепить пиноль в необходимом направлении.
Чтобы положение оси задней бабки оставалось устойчивым и надежным во время всего периода работы корпус на задней бабке крепится на станине. Такая мера позволяет предотвратить возможность аварийного случая, например, если деталь вырвется из центра.
Эффективность работы задней бабки станка оценивается по следующим критериям:
- Оставаться на исходной позиции, не поддаваясь на внешние факторы;
- Осуществлять верное направление положение оси центра;
- Установка по оси станка должна отнимать минимум время;
- Максимально точно устанавливать обрабатываемую по центру обеих отверстии станка;
- Создавать надежное направление шпинделя (пиноль) задней бабки, не изменяя положение оси.
Задняя бабка имеет разные виды конструкции, но при этом в их конструкции будут входить универсальные детали. Это позволяет максимально быстро ориентироваться в задней бабке токарного станка любых размеров. Для этого необходимо знать, как устроено данное оборудование средних размеров.
Конструкция задней бабки токарного станка

Как и у большинства станков корпус задней бабки имеет два основные детали – это сам корпус (1) и основание задней бабки (2), которые представлены в виде плота (мостика).
На верхнюю поверхность плота (мостика) устанавливается корпус, а сам он подгоняется по направляющим станины. Плоскости, где корпус соприкасается с плотом, устанавливаются таким образом, чтобы оси задней бабки и шпинделя станка не только совпадали, но и были параллельны ей.
Чтобы достигнуть максимальной параллельности осей осуществляется присоединение к вертикальной грани направляющего буртика. Винт с квадратной головкой и гайки позволяют переместить корпус по плоту и тем самым достигнуть бокового совпадения осей. С помощью двух болтов (4) и накладки (3) корпус одновременно крепятся сразу к двум деталям: плоту и станине.
Восстановление и ремонт задней бабки
Задняя бабка является узлом, который активно используется во время работы токарного станка, что в итоге приводит к выходу из строя. Приводить в рабочее состояние чаще всего приходится:
- Соотношение мостика и станины;
- Настройка точности отверстия;
- Регулирование высоты центров.
Ремонтировать необходимо и отдельные детали задней бабки: элементы управления и пиноль.

Тяжелее всего подлежат к восстановлению регулирование высоты у центров и точность отверстия корпуса. Специалисты используют акрилопласты для наиболее эффективного восстановления большинства поломок задней бабки. Для незначительных дефектов, например, отверстия под пиноль применяют притир, но необходимо после этого применить тот же акрилопласт.
На направляющих установлены специальные накладки, чья задача восстанавливать параметры растачивания. Это позволяет регулировать высоту центров. Также необходимо изготовить новый шпиндель, который устанавливается с помощью акрилопласта.
Восстановление задней бабки акрилопластом
Одним из главных узлов токарного станка является задняя бабка. Поэтому каждый оператор обязан знать конструкцию данной детали и знать необходимую информацию о наиболее «популярных» причинах поломки. Наиболее простые дефекты можно исправить самостоятельно, но мы рекомендуем обращаться к специалистам.
- Для того, чтобы расширить отверстие для шпинделя снимают метал толщиной 3-4 миллиметра. Важно, чтобы показатели овальности не превышали полсантиметра.
- Полая оправа монтируется в шпинделе передней бабки. Равнение внешнего диаметра цилиндрической оправки происходит по внешнему диаметру обновленной пиноли.
- Перед тем как установить оправку приделывают прокладку (например, бумага) в конусное отверстие пиноли. Измеряется место установки относительно оси пиноли и центра.
- После установки оправки тестируют и при необходимости регулируется биение поправки. Хорошими показателями является от 0,16 до 0,19 мм. Пиноль монтируется таким образом, чтобы оправка располагалась с небольшим отклонением над ней. Отличие высоты центров и передней бабки имеет уровень равный 0,06-0,08 мм.
- Над отверстием шпинделя просверливаются три небольшие дырочки диаметром примерно 7 мм. Они размещены по середине и краям корпуса задней бабки.
- Просвет в корпусе необходимо обработать обезжиривающим средством и сушить на протяжении 25-30 минут.
- Оправку закрепляют на станине при поомщи болтов, а перед этим обрабатывают мылом и монтируют корпус задней бабки.
- При помощи специальных колец и пластилина происходит загерметизация отверстии под пиноль. Также делают для крепления шпинделя.
- В том месте где были просверлены три отверстия делают три воронки из пластилина.
- Раствор из акрилопласта заливают в среднюю воронку. Заполняют ее до тех пор, пока не заполнятся крайние воронки.
- Обработанную акрилопластом заднюю бабку оставляют сушиться засыхать при температуре 19-20 градусов.
- Затем сдвигают узел и очищают его от остатков пластилина. Также создаются специальные канавки, проделывают отверстия, формируют паз шпоночного типа и окончательно собирают всю конструкцию задней бабки.